全國谘詢熱線
186-7652-6988
歡迎(yíng)光臨佛山市中文字幕精品人妻熟女鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手(shǒu) 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網(wǎng) 址:www.51baoyue.com
地 址:佛山市南海(hǎi)區獅山鎮山南工業區(qū)北區一路一排3號
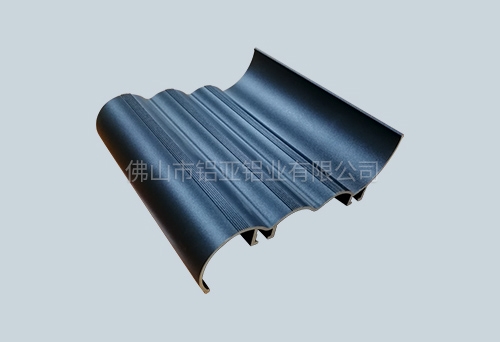
鋁型材(cái)表麵凹凸波紋缺陷,根據我們長期經驗總結,是由(yóu)於擠壓模工作帶長(zhǎng)度(dù)比例或型腔大小鋁型材(cái)設計錯誤,導致擠壓(yā)生產(chǎn)時流速比失調而產生的。鋁(lǚ)型材廠家(jiā)為你解答具體如下:
定製")
1、工作帶有阻(zǔ)礙角(jiǎo)和促流角存在。
2、擠壓(yā)模上下模工作帶落差比(bǐ)超差。
3、擠壓模上下模工作帶不平(píng)行,有嗽(sòu)叭口。
4、擠壓(yā)模腔內上模阻(分)流台偏高擋住(zhù)工作帶出料或引流槽(大小,深淺,位置)不對。
5、擠壓模具工作帶(dài)外側空刀太少甚至無(電火花沒打好)或太(tài)大(工作帶無支撐而開裂變形)。
6、新模或修複過的擠壓模,由於(yú)粗砂拋光工作帶不均導致工作帶表麵不夠光滑。
7、工作帶上有油(yóu)汙。
可見造成這個缺陷的主(zhǔ)要原因就在擠壓模具(jù),確保擠壓模的質量,杜絕人為的模具加工缺陷方可避免這個缺陷的產生,具體措施如下:
1、波浪嚴重(chóng)的,通過修模,改(gǎi)模,退回來處理(lǐ)。
2、新模或修複過的模具開始(shǐ)擠壓時如有(yǒu)波浪,鋁型材特(tè)點一根棒可低(dī)溫慢速擠壓,中間可(kě)暫停幾次重新擠壓,這樣工作帶的凹(āo)陷地(dì)方會被填平,有時波浪自然消失。
3、鋁型材工藝輕微波浪(làng)通過加大牽引力,加大(dà)拉伸量來處理。也可以調(diào)偏(piān)筒與模麵中心,使筒內鋁流(liú)入模腔的鋁(lǚ)量(liàng)變(biàn)化來(lái)影響流速(sù)(不推薦)
4、支(zhī)撐墊(diàn)合理,出料順暢。
5、尾端1m左右產生波浪調厚壓餘,降(jiàng)低擠壓速度。或作拉伸時(shí)的夾(jiá)頭來處理。
6、鋁(lǚ)材生產(chǎn)過程中發現因模空刀偏小或鋁(lǚ)型材流速原因的擦傷,可(kě)在偏小側(cè)模具工作帶和擦墊側模(mó)墊處塗(tú)油淬火潤滑可調正(zhèng),同(tóng)時注意摩擦麵表(biǎo)麵情況的檢查。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座(zuò)機(jī):0757-6322-2898
座(zuò)機(jī):0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號

(掃一掃 關注官方微信(xìn))