壓鋁型材")
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市中文字幕精品人妻熟女鋁業有限公司(sī)官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.51baoyue.com
地 址(zhǐ):佛山市南海區獅山鎮山南工業區北區一路一排3號
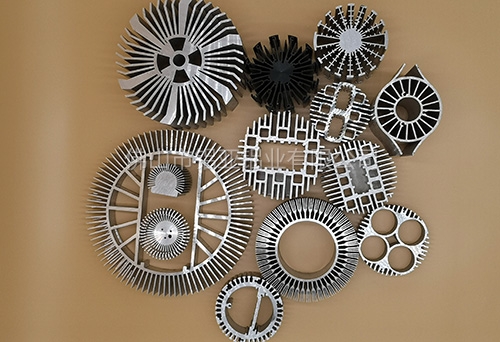
鋁合金因質輕美觀、良好的導熱性和易加工成複雜的形狀,被廣泛地用於(yú)散熱器材上。鋁合金散(sàn)熱器(qì)材主要有三種類型:扁寬形,梳子形或魚刺形;圓形或橢圓圓形外麵散熱片呈放(fàng)射狀(zhuàng);樹枝形。
材價格")
它們的共同特點是:散熱片之間距離短,相鄰(lín)兩散熱片之間形成一(yī)個槽形,其深(shēn)寬比(bǐ)很大;壁厚差(chà)大,一般散熱片薄,而其根部的底板厚度大。因此給散熱型(xíng)材的模具設計、製造和生產帶來很大的難度(dù)。散熱器鋁型材有一部分尺寸較(jiào)小、形狀對稱的產品比較容易生產,大部分散熱器型材扁寬形,外形尺寸較大,有的不對稱,散熱片之間的(de)槽形深寬比很大,其生產難(nán)度較大。需要從鑄錠、模具、擠(jǐ)壓工藝幾方麵配合,才能順利生產出散熱器型材。

散熱器(qì)型材(cái)生產的關鍵是擠壓模具的一次試模,有條件的話,可以先在電腦上做模(mó)擬試驗,看模具設(shè)計的工作(zuò)帶是否合理,然後在擠壓機上試模。一(yī)次試模十分重要,操(cāo)作手要(yào)讓主柱塞(sāi)前進上(shàng)壓時在低於8MPa的低壓力(lì)下慢速前進,有人用電筒(tǒng)光(guāng)線照看模具出口處(chù),等擠壓模具的每(měi)一個散(sàn)熱片都(dōu)均勻擠壓(yā)模孔後,才能逐漸加壓加速進行擠壓。試模成功後繼續擠壓時,應注意控製好擠壓速度,做到平穩操作。生產(chǎn)散(sàn)熱器型材時應(yīng)注意模具的加熱溫度,要使(shǐ)模(mó)具溫度與鑄(zhù)錠溫度相近。若溫(wēn)差太大,由於上壓時擠壓速(sù)度慢,會使金屬溫(wēn)度下降,易產生堵模或流速不均(jun1)勻的現象(xiàng)。
散熱器型材的模具都是許多細長的齒,要承(chéng)受很大的擠壓力,每個齒都要有很高的強度和(hé)韌性,如果彼此之(zhī)間的性能有很(hěn)大的差異,就容易使強度或韌性差的那些齒產生斷裂。因此模具鋼材的質(zhì)量必(bì)須(xū)可靠(kào)。散熱器型材要能順利擠壓成功,關鍵是模具(jù)的(de)設計要合理,製造要準確。一般盡(jìn)量避免鑄錠直接擠壓到模具工作(zuò)帶(dài)上對於設計比較成熟的(de)斷麵,用嵌鑲合金鋼模具也是一個較好的方法,因為合金鋼模具有較好(hǎo)的剛性和耐磨性,不易產生變形,有利於散熱器型材的成形。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一(yī)路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一(yī)路一排3號
熱器鋁型材")
(掃一掃 關(guān)注官(guān)方微信)